

{kind=link}
Formado de metales
Para formar exitosamente un metal en términos de manufactura, éste debe poseer ciertas propiedades. Las propiedades convenientes para el formado son generalmente una baja resistencia a la fluencia y alta ductilidad.
Una consideración de importancia es la capacidad de trabajar y de modelar los materiales, es decir la cantidad máxima de deformación que puede resistir una material sin fallar en un proceso específico de formado.

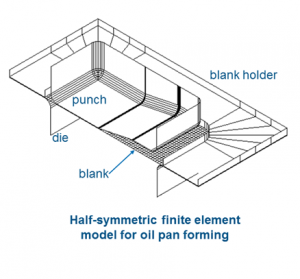
Sin entrar en tantos detalles los procesos de formado se pueden dividir en dos: procesos de deformación volumétrica(como forja, laminado y extrusión) en los cuales las fuerzas aplicadas a la pieza de trabajo son de naturaleza predominantemente compresiva y en contraste están los procesos de formado de lámina (como doblado, estampado, estirado, hidroformado, etc), donde las fuerzas aplicadas son principalmente de tensión.
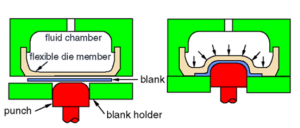
Existen otro tipo de proceso de formado como el llamado hidroformado es un proceso que permite la expansión controlada de chapas y tubos metálicos, mediante la presión de líquido en troqueles cerrados, con él se obtienen piezas más finas, ligeras y complejas, con un grado de resistencia optimo que no se pueden obtener con los procesos de manufactura tradicional y algunas de sus ventajas son: reducción del peso, disminución de soldadura, alta precisión de forma y dimensiones, obtención de formas más complejas.
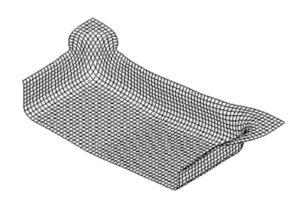
Un tema fundamental para el desarrollo de las herramientas de forma es el llamado springback. Este efecto produce un cambio geométrico en la pieza al final del proceso de deformación cuando ha sido liberada de la herramienta de conformado. Al acabar la deformación de la chapa metálica, embutición profunda y el estiramiento, la elasticidad de las piezas embutidas recupera y de ese modo afecta a la precisión de la pieza acabada. Como resultado, la industria manufacturera se enfrenta a varios problemas prácticos: primero, la predicción de la geometría de la pieza final tras el springback y segundo, el diseño de las herramientas apropiadas para compensar estos efectos.
Debido a la aplicación de nuevos materiales, el número de problemas aumenta. Las partes conformadas hechas de estos materiales están más afectadas por el springback que piezas hechas con el acero convencional. En relación a los defectos típicos de la chapa metálica tales como roturas y arrugas, la tensión de la chapa es decisiva. Si aparece el springback, tales modelos no son suficientes para prevenir la deformación. En este caso, los esfuerzos son decisivos y una mayor precisión es crucial.
Las herramientas de SIMULIA ofrece un amplio rango de procedimientos los cuales permiten la simulación de dichos procesos (formado, hidroformado, springback, etc), ya que involucra condiciones de contacto complejas, grandes deformaciones lo que puede llevar a distorsiones de malla que deben ser controladas. Al tratarse de procesos altamente no lineales la plataforma de diseño tiene que ser lo suficientemente robusta así como las técnicas utilizadas para poder darle solución a estos retos ingenieriles.
[:]